
TABER 耐磨試驗(yàn)機(jī)對(duì)不同樣品的耐磨性研究
1 引言
運(yùn)動(dòng)產(chǎn)生摩擦, 機(jī)械設(shè)備的相對(duì)運(yùn)動(dòng)部件之間都存在摩擦。 由摩擦造成的非正常磨損,在影響人們生產(chǎn)活動(dòng)的同時(shí)也造成了社會(huì)財(cái)富的巨大浪費(fèi), 因此對(duì)耐磨損機(jī)理、材料的耐磨性進(jìn)行研究至關(guān)重要,耐磨損試驗(yàn)機(jī)是研究的關(guān)鍵設(shè)備。
通常認(rèn)為, 一次能源大約 1/3 是消耗于摩擦損失,約有 70% 的設(shè)備損壞是由各種形式的磨損而引起的。 磨擦學(xué)是交叉學(xué)科,融基礎(chǔ)知識(shí)和應(yīng)用技術(shù)于一體,是包括大家都熟悉的摩擦、 磨損、 潤(rùn)滑在內(nèi)的一個(gè)寬廣的科技領(lǐng)域。 它在工程上的應(yīng)用包括:建筑、裝備和產(chǎn)品的摩擦學(xué)設(shè)計(jì),全生命周期中摩擦消耗和磨損控制,以及潤(rùn)滑技術(shù)措施的實(shí)施與新型潤(rùn)滑材料的研發(fā)。 摩擦學(xué)具有重要的經(jīng)濟(jì)價(jià)值,在建筑、裝備和產(chǎn)品的設(shè)計(jì)中,重視和應(yīng)用摩擦學(xué)前沿科技知識(shí), 積極進(jìn)行摩擦學(xué)設(shè)計(jì), 可以提高建筑、裝備和產(chǎn)品的性能、可靠性,降低運(yùn)行費(fèi)用,從而提高建筑、裝備和產(chǎn)品在市場(chǎng)上的競(jìng)爭(zhēng)力。
利用摩擦磨損試驗(yàn)機(jī)進(jìn)行摩擦學(xué)相關(guān)試驗(yàn)是最簡(jiǎn)單便捷的測(cè)試材料摩擦性能的方法。 與實(shí)際使用試驗(yàn)相比,試驗(yàn)機(jī)測(cè)試周期短、成本低,并且可以單獨(dú)控制一些參數(shù)進(jìn)行單項(xiàng)測(cè)試,靈活性也很好,所以在摩擦學(xué)研究領(lǐng)域,摩擦磨損試驗(yàn)機(jī)械被廣泛應(yīng)用于機(jī)械設(shè)計(jì)、 材料科學(xué)等領(lǐng)域進(jìn)行材料磨損摩擦性能試驗(yàn), 用來評(píng)定材料的耐磨性,此外,也可用于測(cè)定摩擦功率及材料摩擦系數(shù)等。 摩擦磨損試驗(yàn)機(jī)能夠簡(jiǎn)單明了地演示摩擦磨損機(jī)理, 對(duì)于摩擦磨損的教學(xué)有很好的促進(jìn)作用。 因此,摩擦磨損試驗(yàn)機(jī)也廣泛應(yīng)用于摩擦學(xué)的教學(xué)試驗(yàn)使用。
2 TABER 耐磨試驗(yàn)機(jī)的使用及標(biāo)準(zhǔn)解讀
2.1 TABER 耐磨試驗(yàn)機(jī)的使用
耐磨試驗(yàn)機(jī)的種類很多, 對(duì)其分類的方式也不相同。本文對(duì) TABER 耐磨試驗(yàn)機(jī)的結(jié)構(gòu)及原理加以介紹, 以期為研究人員進(jìn)行耐磨損試驗(yàn)的設(shè)計(jì)和設(shè)備選型提供參考。
TABER 耐磨試驗(yàn)機(jī)是一類用于做磨耗測(cè)試的試驗(yàn)機(jī),它適用于布、紙、涂料、合板、皮革、地磚、玻璃、天然塑膠等。 測(cè)試方法為,回轉(zhuǎn)試料頂著一對(duì)磨耗輪,并加以規(guī)定的負(fù)荷,試料旋轉(zhuǎn)時(shí)帶動(dòng)磨耗輪,磨耗試料,磨耗損失重量為試驗(yàn)前后試料的重量差。 供選擇的砂輪型號(hào)為:H18 、 H22 、 CS17 、 S32 、 S33 。 它的應(yīng)用廣泛,包括:旅行箱、地毯、紙板、衣物、玻璃、塑料涂層、瓷磚、金屬鍍層、油漆、清漆、裝飾薄片、高壓薄片、塑料、紡織品、彈性地板墊、交通漆、陽極氧化層、毛毯、電子部件、裝飾板、蠟、標(biāo)簽、皮套、牙科材料、汽車內(nèi)裝飾物、樹脂、家具等。
2.1.1 TABER 耐磨試驗(yàn)機(jī)的組成
TABER 耐磨試驗(yàn)機(jī)由三部分組成:
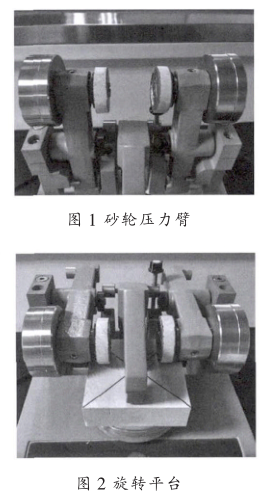
( 1 ) 砂輪壓力臂
雙臂內(nèi)側(cè)安裝磨輪,雙臂外側(cè)安裝的是砝碼,如圖 1 所示, 這樣的結(jié)構(gòu)方式能適應(yīng)此方法下的任何砝碼和砂輪的更換。 本論文所闡述的 ASTM C1353-2009 使用的是 H-22 砂輪和 1000 g 的砝碼。
( 2 ) 旋轉(zhuǎn)平臺(tái)
旋轉(zhuǎn)平臺(tái),是用于放置及固定樣品的平臺(tái),中間有一直徑為 9 mm 的絲桿,鉆好孔的樣品穿過絲桿放置在旋轉(zhuǎn)平臺(tái)上,用一螺母固定擰進(jìn)絲桿,固定樣品如圖 2 所示。旋轉(zhuǎn)平臺(tái)能根據(jù)設(shè)備設(shè)置的轉(zhuǎn)動(dòng)速度轉(zhuǎn)動(dòng)。
( 3 ) 控制平臺(tái)及吸塵器
控制平臺(tái)主要控制設(shè)備旋轉(zhuǎn)平臺(tái)的轉(zhuǎn)數(shù)和轉(zhuǎn)速。 吸塵器將樣品磨掉的粉末吸入粉塵收集罐子中。
2.1.2 TABER 耐磨試驗(yàn)機(jī)的基本操作步驟
將制備好的樣品安裝在旋轉(zhuǎn)平臺(tái)上,固定。 在砂輪壓力臂內(nèi)側(cè)安裝砂輪,在外側(cè)安裝所要求的砝碼,并將其從豎直方向垂直倒下,讓砂輪與樣品接觸。 開機(jī)設(shè)置平臺(tái)旋轉(zhuǎn)的次數(shù)和旋轉(zhuǎn)的速度。啟動(dòng)旋轉(zhuǎn),并開啟吸塵器。轉(zhuǎn)動(dòng)次數(shù)計(jì)數(shù)完畢后,抬起砂輪壓力臂,并取下樣品,用毛刷刷干凈樣品表面粉塵,試驗(yàn)完成,然后可再次安裝下一個(gè)樣品。
2.2 標(biāo)準(zhǔn) ASTM C1353-2009 意義及操作方法
標(biāo)準(zhǔn) ASTM C1353-2009 測(cè)試方法提供了一種方法來量化尺寸石材的耐磨性,可用于對(duì)比材料性能等級(jí)。 在試驗(yàn)室的 TABER 耐磨試驗(yàn)機(jī)上測(cè)量石材尺寸的耐磨損性能,可考慮的影響因素包括試驗(yàn)條件、樣品與磨料之間的壓力、 樣品的安裝或拉伸、 還有樣品種類或材料的數(shù)量。 樣品在測(cè)試過程中受到雙頭磨輪的摩擦,根據(jù)磨料的不同類型和樣品, 磨輪表面也會(huì)因?yàn)闇y(cè)試樣品或其他材料而發(fā)生變化。
3 試驗(yàn)步驟
3.1 樣品制備及預(yù)處理
選擇樣品,將樣品切成 100 mm×100 mm 大小的正方形,清洗樣品表面,在樣品中心位置進(jìn)行鉆孔,鉆出一個(gè)直徑 10 mm 的通孔,放入 60±2℃ 的烘箱烘干 48 h 。
取出樣品,放于溫度 22±3℃ 、濕度 45~55% 的環(huán)境內(nèi)降溫至常溫,將涼置好的樣品進(jìn)行編號(hào)并初次稱量,單位為 g ,精確到小數(shù)點(diǎn)后兩位。 取出樣品測(cè)量其體積比重。
將 H-22 磨輪安裝在耐磨機(jī)上, 安裝前需用精確度 0.1 及以上的卡尺對(duì)磨輪進(jìn)行測(cè)量,避免磨輪經(jīng)過多次試驗(yàn)后磨輪磨損過大,影響試驗(yàn)結(jié)果,本標(biāo)準(zhǔn)要求磨輪直徑不得低于 41.3 mm ,否則需更換磨輪。
3.2 試驗(yàn)過程
把制備好的樣品安裝上耐磨機(jī)的轉(zhuǎn)盤上, 設(shè)定轉(zhuǎn)速 72 r/min ,轉(zhuǎn)數(shù) 1000 ,放下磨輪開始研磨。
磨后取下樣品,用毛刷刷凈樣品表面粉塵,用單位為 g 精確度小數(shù)點(diǎn)后兩位的天平進(jìn)行二次稱重。將稱量出來的兩次重量和體積比重,帶入公式計(jì)算樣品耐磨指數(shù)。
4 測(cè)試結(jié)果與分析
石材作為一種高檔建筑裝飾材料廣泛應(yīng)用于室內(nèi)外裝飾設(shè)計(jì)、幕墻裝飾和公共設(shè)施建設(shè)。 目前市場(chǎng)上常見的石材主要分為天然石和人造石。 使用三種類型的樣品進(jìn)行試驗(yàn),測(cè)試它們的耐磨屬性。 測(cè)試結(jié)果見表 1 ,表 2 。

其中 I W = 耐磨性指數(shù), w 0 = 樣品初始重量, w 1 =1000 轉(zhuǎn)后的樣品重量, ρ= 體積比重, n= 在測(cè)試中實(shí)際運(yùn)行的轉(zhuǎn)數(shù)。
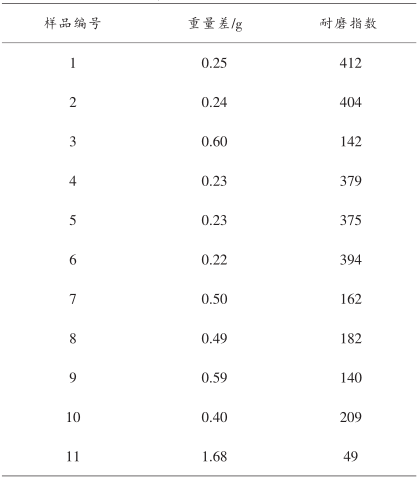
表 1 各樣品的重量差及耐磨指數(shù)
由表 1 和圖 3 數(shù)據(jù)可以看出, 在石材中, 1 , 2 號(hào)天然石材比 3 號(hào)人造石材的磨損質(zhì)量明顯要少, 這說明 1 , 2 號(hào)天然石材耐磨性要比 3 號(hào)人造石材耐磨性好。 在磨損質(zhì)量接近的 1 , 2 號(hào)天然石材中,由公式可知,同等磨損質(zhì)量下, 體積密度高的 1 號(hào)天然石材比 2 號(hào)天然石材耐磨指數(shù)高。 在釉面地磚中, 4 , 5 , 6 號(hào)釉面磚的體積密度都較為接近,我們忽略其體積密度差異對(duì)耐磨指數(shù)的影響,三種不同顏色的釉面磚, 磨損質(zhì)量分別為 0.23 、 0.23 、 0.22 ,計(jì)算出耐磨系數(shù) Iw 為 379 、 375 、 394 ,磨損質(zhì)量非常接近,耐磨系數(shù)也相差不大。
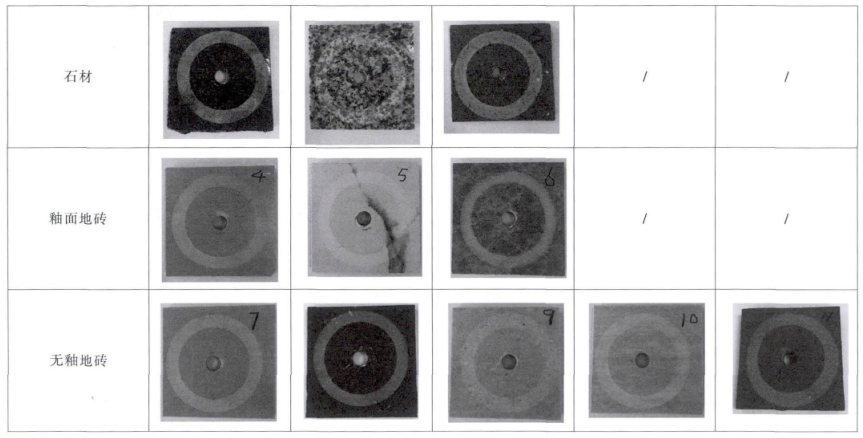
選用 GB/T 3810.7-2006 《有釉磚表面耐磨性的測(cè)定》方法對(duì)上述幾種磚進(jìn)行試驗(yàn); 由此可知 4 號(hào)樣品試驗(yàn)結(jié)果為 1500 r ,級(jí)別為 3 級(jí); 5 號(hào)樣品為 2100 r ,級(jí)別為 4 級(jí); 6 號(hào)樣品試驗(yàn)結(jié)果為 750 r ,級(jí)別為 3 級(jí); 4 、 5 、 6 號(hào)樣品從轉(zhuǎn)數(shù)和等級(jí)上都有區(qū)別 (相關(guān)標(biāo)準(zhǔn)見表 2 ), 因 GB/T 3810.7-2006 《有釉磚表面耐磨性的測(cè)定》的試驗(yàn)方法需人工進(jìn)行觀察, 人工觀察除了主觀因素, 還受瓷磚顏色影響, 表面與底坯越接近, 越難觀察出磨后的磨損效果。 ASTM C1353-2009 《石材耐磨性 - 旋轉(zhuǎn)平臺(tái),雙頭磨輪》主要以磨耗判斷樣品 4 、 5 、 6 的磨損量和耐磨指數(shù), 結(jié)果都非常接近, 從而使結(jié)果更為客觀。 但是必須注意一個(gè)問題,釉面磚是以底坯和釉層組合而成,理論上釉層和底坯的硬度有區(qū)別,如果釉面磚吸水率低于 0.5% ,底坯的硬度與釉面硬度會(huì)較為接近, 但如果使用高吸水率的瓷片進(jìn)行試驗(yàn),表面釉層磨穿后磨到底坯,則試驗(yàn)結(jié)果數(shù)據(jù)就會(huì)大大出現(xiàn)偏離。 所以在使用磨耗對(duì)不同吸水率系數(shù)的釉面磚判斷其耐磨性試驗(yàn)中,應(yīng)注意磨輪重量及旋轉(zhuǎn)數(shù)量,保證其不會(huì)磨穿釉面,對(duì)試驗(yàn)結(jié)果造成影響。
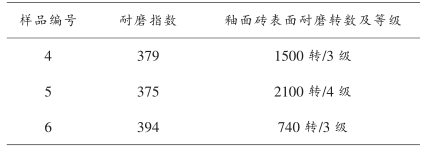
表 2 有釉磚樣品表面耐磨性的測(cè)定
從拋光磚 7 、 8 、 9 、 10 號(hào)的試驗(yàn)結(jié)果,可以看出, 它們體積密度接近, 10 號(hào)條紋磚的磨損質(zhì)量最小,其耐磨性較好,其余幾種拋光磚耐磨系數(shù)接近。 我們?cè)俸?GB/T 3810.6-2006 《無釉磚耐磨深度的測(cè)定》進(jìn)行比較,樣品 7 、 8 、 9 、 10 干壓磚,耐磨深度介乎于 133 mm 3 ~136 mm 3 , 4 個(gè)樣品區(qū)別不大。 樣品 11 擠壓磚, 耐磨深度為 188 mm 3 。
GB/T 3810.6-2006 《無釉磚耐磨深度的測(cè)定》是以磨輪磨損后的磨坑弦長(zhǎng)為依據(jù)進(jìn)行判斷, 雖在測(cè)量弦長(zhǎng)的時(shí)候會(huì)引入主觀因素,但與釉面磚耐磨深度相比,影響較小。通過上表和耐磨深度進(jìn)行比較,發(fā)現(xiàn) 7 、 8 、 9 、 10 的耐磨系數(shù)和耐磨深度差別不大,屬于同一水平。 樣品 11 擠壓磚的耐磨深度大,耐磨性差,耐磨指數(shù)較低。
5 結(jié)語
從上述試驗(yàn)中得知,市場(chǎng)上各類樣品符合標(biāo)準(zhǔn) ASTM C1353-2009 《石材耐磨性 - 旋轉(zhuǎn)平臺(tái), 雙頭磨輪》及 TABER 耐 磨 試 驗(yàn) 機(jī) 下 的 耐 磨 系 數(shù) , 并 且 標(biāo) 準(zhǔn) ASTM C1353-2009 《石材耐磨性 - 旋轉(zhuǎn)平臺(tái),雙頭磨輪》有其獨(dú)到性,將其與國(guó)內(nèi)標(biāo)準(zhǔn) GB/T 3810.7-2006 《有釉磚表面耐磨性的測(cè)定》聯(lián)合使用,能更為客觀地通過數(shù)據(jù)反映樣品的釉面磚耐磨性,將其與國(guó)內(nèi)標(biāo)準(zhǔn) GB/T 3810.6-2006 《無釉磚耐磨深度的測(cè)定》聯(lián)合使用,能清晰地得出不同樣品的相關(guān)關(guān)系。 筆者認(rèn)為,使用 ASTM C1353-2009 《石材耐磨性 - 旋轉(zhuǎn)平臺(tái),雙頭磨輪》的方法能更好地對(duì)磚的耐磨性進(jìn)行測(cè)試。
 粵公網(wǎng)安備 44060402000050號(hào)
粵公網(wǎng)安備 44060402000050號(hào)